Jay Leno will be the first to tell you that embracing old cars does not mean embracing old technology. In fact, Leno’s love for old cars has encouraged the exploration of new technology in order to keep his priceless collection of vehicles in working order, as was the case with his recently restored 1916 Owen Magnetic. With over a century’s worth of corrosion on the valve cover of Leno’s antique hybrid car, the former host of The Tonight Show and current star of Jay Leno’s Garage on CNBC needed a replacement part that would perform as well as, if not better than, the original without breaking the bank. A repeat customer and collaborator of 3D Systems, Leno’s team used a digital workflow to reverse engineer a new and improved valve cover before sending the part to 3D Systems On Demand Manufacturing for a 3D printed investment casting pattern. In the end, 3D Systems’ end-to-end manufacturing solutions helped Leno’s team replace the dilapidated valve cover for one-tenth the cost of traditional methods.
A 100-Year-Old Vehicle
The challenge of maintaining old cars typically presents itself well before the vehicle reaches its one-hundredth birthday. After a few decades, replacement parts become scarce and part prices increase accordingly. Given the difficulty and expense of repairs, cars that survive a full century are typically relegated to museums and private collections where they transition into a stationary thing of beauty. As a diehard car enthusiast, however, Jay Leno was determined that this would not be the fate of his 1916 Owen Magnetic, which was one of the first-ever commercially available gas-electric hybrid cars.
In order to keep his Owen Magnetic’s wheels in motion, Leno and his team had a distinct challenge to overcome. “When we began renovation, the valve cover, which provides a passageway for the engine coolant, looked like a piece of Swiss cheese,” Leno said. “You can’t find one of these in a junkyard, and from looking at the original part there is evidence of previous failed attempts to fix it with everything from Elmer’s Glue to JB Weld.”
Reverse Engineering the Manifold Cover
The task of finding a better solution for the valve cover repair fell to Jim Hall, Leno’s Chief Engineer. No stranger to challenging custom car repair jobs, Hall stays current with the technologies at his disposal and was well on his way to a solution in a matter of hours. “Since fixing the original valve cover was not a realistic option for us, my approach was to enhance the original part with help from some new technologies,” said Hall.
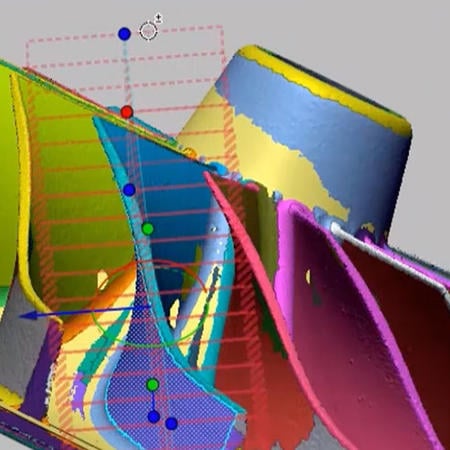
The reverse engineering workflow started with 3D scanning the original valve cover using a FARO® Design ScanArm into Geomagic Design X™ reverse engineering software. Unlike red laser line scanners, blue laser line scanners are able to scan both the black and polished surfaces on the original part in a single pass. The point cloud data was then sent to 3D Systems' 3D Modeling Services team for help transforming the 3D scan data into a final CAD model.
3D Systems’ technicians worked with Hall to improve the performance and aesthetics of the original part while maintaining the handmade authenticity of a one-hundred-year-old casting. Many of the final updates were made possible due to the unique toolsets of Geomagic Design X which allowed 3D Systems’ technicians to replace the corroded and pitted topography of the original part with smooth surfaces while cleanly extracting design elements to enhance the final appearance.
For example, the name “Owen Magnetic” is raised on the exterior of the valve cover in letters of decreasing size designed to fit within boundary lines above and below the text. In the original design, the letters were likely produced by hand-cutting them out of a wax sheet and attaching them to the master wax pattern. As a result, the text on the original part had many imperfections, both on individual letters and in the general alignment of the letters within the boundary lines. Hall asked 3D Systems to help maintain the authenticity of the imperfect letters while correcting the alignment. 3D Systems technicians did just that and mapped the handmade imperfections along new and improved defining lines to give the final part a more polished look than the original.
Functionally, the 3D Systems team also worked with Hall to redesign features on the part’s interior that had been heavily eroded. Following Hall’s requests, 3D Systems’ technicians thickened several structural features and widened their connections to help make them more resistant to erosion. Finally, the technicians added a few millimeters to the manifold mounting surface to accommodate a subsequent face milling operation to provide a smooth surface for the gasket to seal against and prevent coolant leakage.
3D Printing the Investment Casting Pattern
Once the valve cover design was ready, 3D Systems’ On Demand Manufacturing team exported a solid model from Geomagic Design X and opened it in 3D Systems 3D Sprint™ additive manufacturing software. Using 3D Sprint’s set of advanced mesh creation and editing tools, they converted the solid model into a detailed mesh and then scaled it to account for the shrink factor of the metal alloy it would be cast in. 3D Systems’ technicians then set up the print to build as a stereolithography (SLA) QuickCast® pattern. QuickCast patterns are designed specifically for investment casting and are primarily hollow builds that contain an internal network of hexagonal support structures. A hollow build reduces the amount of material required and the internal geometry of QuickCast patterns facilitates drainage and burn out. Final printing was done on a 3D Systems ProX® SLA 800 printer with Accura® CastPro™ resin.
“Our SLA 3D printing offers the highest accuracy of any 3D printing process,” said Cyle Caplinger, Regional Sales Manager for 3D Systems. “Since our SLA support structures can be torn away rather than dissolved, 3D Systems SLA requires minimal post-processing and produces an excellent surface finish which results in impeccable casting patterns.” In fact, Caplinger says the investment casting foundry was so impressed with the quality of 3D Systems’ QuickCast pattern that they asked for another pattern to submit to an international casting competition after delivering the final manifold for the Owen Magnetic.
Once 3D printed, the QuickCast investment casting pattern was delivered to SeaCast, Inc., a foundry in the Pacific Northwest. SeaCast used the 3D printed casting pattern to form a mold for aluminum casting, which was then cast and shipped to Jay Leno’s Garage for final finishing and fitting.
Good for Another 100 Years
After performing the prescribed face-milling, drilling, painting and polishing, Hall installed the replacement valve cover in its rightful place on top of the Owen Magnetic’s Buda engine.
According to Leno, it works perfectly. “That’s the great thing about this kind of technology,” Leno said. “Parts are no longer lost to time. We’re ready to go for another hundred years.”
Are you looking to bring more efficiency into your automotive restoration process? Contact 3D Systems today to learn more.