Tool and die maker B and J Specialty used Geomagic Control X to avoid a costly delay on a hot stamping die – “3D scanning prevented a $20,000 mistake. But what is more important is that it helped us avoid a four-week delay that could have jeopardized an OEM’s production schedule.”
Tight production schedules and the drive for quality create an ever-present challenge for tool and die makers. When rework threatens productions schedules, the pressure gets intense and failure is not an option. To guarantee success, tool and die makers need skill, experience, technology and all the data they can acquire.
For B & J Specialty Inc., a tool and die maker in Wawaka, Indiana, this data comes from its newly purchased 3D scanning tools. Using 3D Systems software and a GOM ATOS II white light scanner, B & J captured the information needed to avoid a costly delay on a hot stamping die. According to Dave Chrisman, B & J’s process engineer, “3D scanning prevented a $20,000 mistake. But what is more important is that it helped us avoid a four-week delay that could have jeopardized an OEM’s production schedule.”
B & J’s customer, a supplier to automotive OEMs, discovered that B-pillar stampings were not conforming to design specifications. Using a Coordinate Measuring Machine (CMM) to pick up 20 key dimensions, the customer determined that the stamping die needed significant changes. With no time to waste, it turned to B & J for rework of the offshored die, and it provided details on the machining that needed to be done. But the customer’s solution was incorrect.
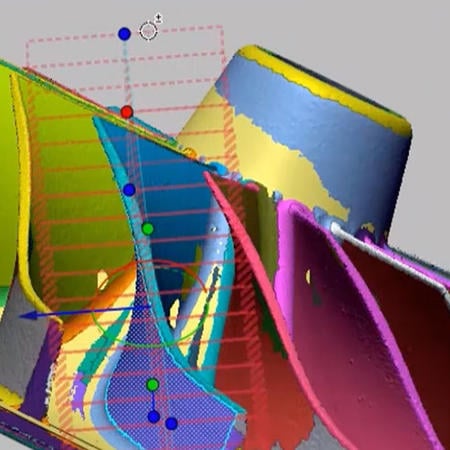
“To Control X the CMM report, we decided to spend a day scanning the B-pillar and generating a 3D color map in Geomagic Control X,” stated Chrisman. “The client was glad we did because what seemed to be the obvious solution would have made the problem worse.”
The color map confirmed that the sweeping arc along the rise of the part was too flat, but it also gave Chrisman more information than a CMM could provide. With only a few dimensions from the CMM, the client had concluded that the die was high in the center of the arc. What the color map showed was that steel needed to be removed from the ends of the arc, not the middle. “3D scanning let us see what was really going on with the part. Without it, we would have reworked the die only to discover that the stampings still weren’t correct,” Chrisman said.
Knowing what they had to do, B & J then scanned the stamping die and made color maps with Geomagic Control X. Chrisman noted that inspection with a CMM was out of the question, “Considering disassembly of the die and the amount of detail to inspect, we would have wasted two weeks if we used a CMM. This is time that we did not have.”
The color maps were included with the work instructions for the NC department. “It is common for dies to have handwork, so you can’t be sure that it matches the CAD data. We needed to know what we had before creating tool paths,” said Chrisman.
The color maps of the die presented a visual reference that helped the NC department design efficient tool paths. “It keeps us from machining air, which wastes time, or breaking carbide tools with cuts that are too deep. A heavy cut on hardened tool steel with a Rockwell of 56 to 58 can destroy a carbide tool in a matter of seconds,” said Chrisman.
The final role for 3D Systems was documentation of the changes to the tool. The reworked die was scanned, and Chrisman used Geomagic Design X to build a parametric model that was directly imported into the client’s CAD system. Chrisman stated, “The 3D CAD data provides a baseline for wear inspection, rework and redesign. Without it, changes and repair can be a nightmare.”
“3D Systems software was a crucial tool from beginning to end. We found the problem, fixed it and documented the changes,” stated Chrisman. “I don’t know how we ever did without it.” With this success, and many others, 3D scanning is now a routine part of B & J Specialty’s tool and die process.